


伺服電機又稱執行電機,它是控制電機的一種。它是一種用電脈沖信號進行控制的,并將脈沖信號轉變成相應的角位移或直線位移和角速度的執行元件。根據控制對象的不同,由伺服電機組成的伺服系統一般有三種基本控制方式,即位置控制、速度控制、力矩控制。本系統我們采用位置控制。PLC在自動化控制領域中,應用十分廣泛。尤其是近幾年PLC在處理速度,指令及容量、單軸控制方面得到飛速的發展,使得PLC在控制伺服電機方面也變得簡單易行。一、控制系統中元件的選型 1、PLC的選型 因為伺服電機的位移量與輸入脈沖個數成正比,伺服電機的轉速與脈沖頻率成正比,所以我們需要對電機的脈沖個數和脈沖頻率進行精確控制。且由于伺服電機具有無累計誤差、跟蹤性能好的優點,伺服電機的控制主要采用開環數字控制系統,通常在使用時要搭配伺服驅動器進行控制,而伺服電機驅動器采用了大規模集成電路,具有高抗干擾性及快速的響應性。在使用伺服驅動器時,往往需要較高頻率的脈沖,所以就要求所使用的PLC能產生高頻率脈沖。三菱公司的FX3U晶體管輸出的PLC可以進行6點同時100kHz高速計數及3軸獨立100kHz的定位功能,并且可以通過基本指令0.065μs、PCMIX值實現了以4.5倍的高速度,完全滿足了我們控制伺服電機的要求,所以我們選用FX3U-48MT-ES-A型PLC。 2、伺服電機的選型 在選擇伺服電機和驅動器時,只需要知道電機驅動負載的轉距要求及安裝方式即可,我們選擇額定轉距為2.4N·m,額定轉速為3000r/min,每轉為131072p/rev分辨率的三菱公司HF-KE73W1-S100伺服電機,與之配套使用的驅動器我們選用MR-E-70A-KH003伺服驅動器。三菱的此款伺服系統具有500Hz的高響應性,高精度定位,高水平的自動調節,能輕易實現增益設置,且采用自適應振動抑止控制,有位置、速度和轉距三種控制功能,完全滿足要求。 同時我們采用三菱GT1155-QFBD-C型觸摸屏,對伺服電機進行自動操作控制。 二、PLC控制系統設計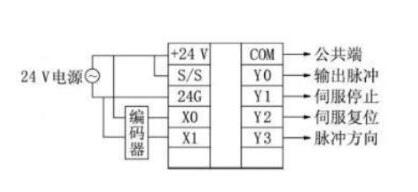 上圖中的公共端的電源不能直接接在輸入端的24V電源上。根據控制要求設計了PLC控制系統梯形圖如圖2。
上圖中的公共端的電源不能直接接在輸入端的24V電源上。根據控制要求設計了PLC控制系統梯形圖如圖2。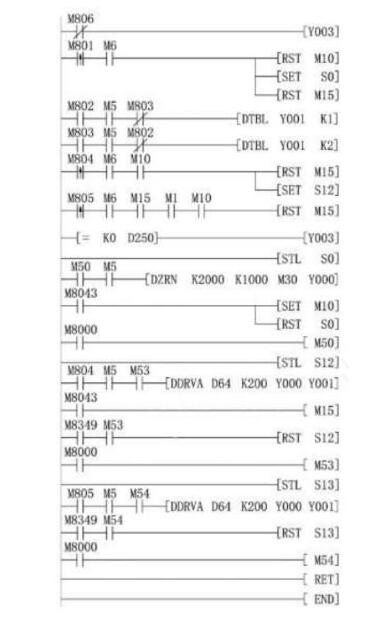 M806控制伺服急停,M801控制伺服電機原點回歸,M802控制伺服正點,M803控制伺服反點,M804為自動調節,M805為壓力校正即編碼器的補償輸入。在電機運行前需要首先進行原點回歸,以確保系統的準確性和穩定性,當M50和M53同時接通時,伺服電機以2kHz的速度從Y0輸出脈沖,開始做原點回歸動作,當碰到近點信號M30=ON時,變成寸動速度1kHz,從Y0輸出脈沖直到M30=OFF后停止。M30是在自動調節時,電機轉動的角度與零點相等時為ON。 電機在進行正反點時,我們采用FX3U具有的專用表格定位指令DTBLS1S2;在使用表格定位之前,我們首先要在梯形圖左邊的PLCparameter(PLC參數)中進行定位設定。正反點控制我們采用指令DRVAS1S2D1D2絕對定位指令。在自動運行時,我們利用PLC內強大的浮點運算指令,根據系統的多方面參數進行計算;在操作時,我們只需要在觸摸屏上設定參數,伺服電機便根據程序里的運算公式轉化成為脈沖信號輸出到驅動器,驅動器給電機信號運轉。在伺服電機運行的過程中為確保電機能達到我們需要的精度,我們采用增量式編碼器與伺服電機形成閉環控制,我們把計算到的角度與編碼器實際測量角度進行比較,根據結果調整伺服電機的脈沖輸出,從而實現高精度定位。整個程序我們采用步進指令控制(也可以采用一般指令控制),簡單方便。聲明:本文為轉載類文章,如涉及版權問題,請及時聯系我們刪除(QQ: 229085487),不便之處,敬請諒解!
M806控制伺服急停,M801控制伺服電機原點回歸,M802控制伺服正點,M803控制伺服反點,M804為自動調節,M805為壓力校正即編碼器的補償輸入。在電機運行前需要首先進行原點回歸,以確保系統的準確性和穩定性,當M50和M53同時接通時,伺服電機以2kHz的速度從Y0輸出脈沖,開始做原點回歸動作,當碰到近點信號M30=ON時,變成寸動速度1kHz,從Y0輸出脈沖直到M30=OFF后停止。M30是在自動調節時,電機轉動的角度與零點相等時為ON。 電機在進行正反點時,我們采用FX3U具有的專用表格定位指令DTBLS1S2;在使用表格定位之前,我們首先要在梯形圖左邊的PLCparameter(PLC參數)中進行定位設定。正反點控制我們采用指令DRVAS1S2D1D2絕對定位指令。在自動運行時,我們利用PLC內強大的浮點運算指令,根據系統的多方面參數進行計算;在操作時,我們只需要在觸摸屏上設定參數,伺服電機便根據程序里的運算公式轉化成為脈沖信號輸出到驅動器,驅動器給電機信號運轉。在伺服電機運行的過程中為確保電機能達到我們需要的精度,我們采用增量式編碼器與伺服電機形成閉環控制,我們把計算到的角度與編碼器實際測量角度進行比較,根據結果調整伺服電機的脈沖輸出,從而實現高精度定位。整個程序我們采用步進指令控制(也可以采用一般指令控制),簡單方便。聲明:本文為轉載類文章,如涉及版權問題,請及時聯系我們刪除(QQ: 229085487),不便之處,敬請諒解!
